
Table of contents: fine powder fluidization

A fine powder may leave a pneumatic conveying line in a different state from the one in which it entered. The receiving hopper is often where this becomes visible. The powder arrives aerated, its bulk density is temporarily lower, and the outlet may discharge faster than the feeder, gate, or dosing step can control.
In other cases, entrained air keeps fines suspended during filling. Those fines move differently from the coarser fraction and settle in another zone of the vessel. The line has moved the powder successfully, but the next step receives a material that is less settled, less uniform, or less predictable than expected.
When a Conveyed Powder Arrives in the Wrong State
This is the practical issue behind fine powder fluidization in pneumatic conveying. Air is useful inside the conveying line. It becomes a process risk when the powder reaches a step that needs a stable bulk density, controlled discharge, or uniform composition.
Typical plant symptoms include sudden surges from a receiving hopper, inconsistent feeder refill, dust release during transfer, top-to-bottom particle size variation in a bin, or fill weight drift after a conveying cycle. These symptoms can look unrelated. Often, they are different expressions of the same air-powder interaction.
Quick Diagnosis: Symptoms, Mechanisms, and First Checks
| Process symptom | Likely mechanism | What to check first |
|---|---|---|
| Powder surges into the receiving hopper | Entrained air remains in the bed after transfer | Deaeration time, bulk density recovery, hopper venting |
| Outlet flow continues after gate or feeder control | Aerated powder flushes through the discharge zone | Outlet geometry, deaeration behavior, powder level, valve timing |
| Feeder refill becomes inconsistent | Powder reaches the feeder in changing density states | Refill cycle, deaerated density, feeder inlet condition |
| Blend composition changes after conveying | Fines stay suspended longer than coarser particles | PSD by bin height, sampling position, inlet velocity |
| Powder channels during aeration | Cohesion dominates local air distribution | Fluidization column, pressure drop curve, moisture content |
| Startup varies between conveying cycles | Compaction, delayed bed movement, or unstable air entry | Startup pressure profile, fill level, valve sequence |
| More air makes the problem worse | Gas bypass, excessive entrainment, or air-driven segregation | Pipe velocity, receiver venting, pressure drop behavior |
| System works in dry conditions and struggles in humid conditions | Moisture changes cohesion or air release behavior | Powder moisture, air dew point, storage exposure, water activity |
This table gives the practitioner a starting point. The rest of the article explains why these symptoms appear and which control levers usually matter.
The Mechanism: Gas Drag, Cohesion, Permeability, and Time
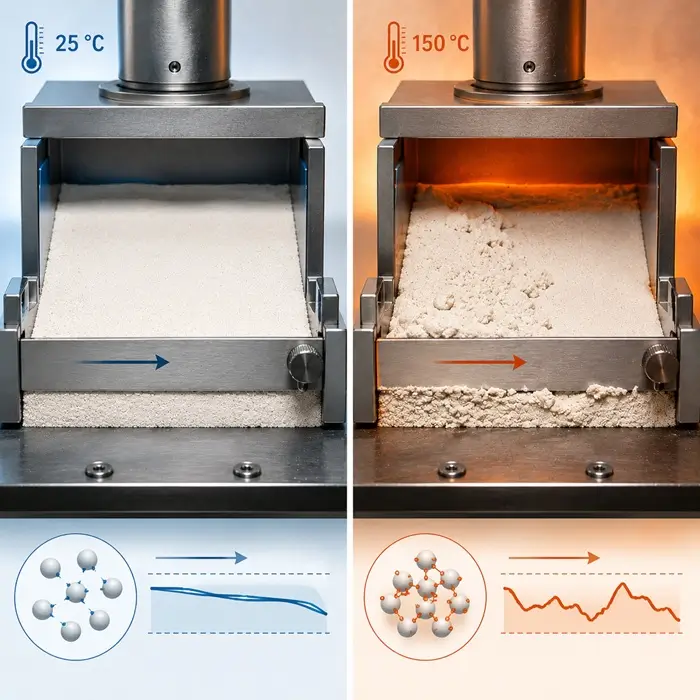
Fluidization occurs when gas drag supports enough of a powder bed to change its mechanical behavior. In a simple fluidization column, gas passes upward through a porous distributor. At low gas velocity, the bed remains fixed. As velocity increases, the pressure drop rises until the gas begins to support the bed weight. The powder then expands, bubbles, channels, cracks, or moves as agglomerates depending on its properties.
Pneumatic conveying uses a different geometry, but the same forces matter. Gas drag moves the particles through the line. Gravity acts on the particles and bed. Interparticle forces resist separation. Permeability determines how easily air passes through the powder structure. Deaeration determines how quickly the powder releases entrained air after conveying.
Fine powders are especially sensitive because their surface area is high relative to their mass. Contact forces become more important as particles become smaller. A small change in fines content, moisture, particle shape, or surface condition can shift the behavior from smooth aeration to channeling, agglomeration, or air retention.
The time scale matters as much as the force balance. A powder may release air quickly enough for storage, but too slowly for a fast feeder refill cycle. Another powder may appear stable in a static sample and still surge after pneumatic transfer because the handling step has introduced more air than the bed can release before discharge.
That delay is closely related to deaeration lag in powders. When the process cycle moves faster than the powder can return to a settled state, flow becomes discontinuous even when the material appears free-flowing under simpler checks.
Geldart Behavior: Useful Classification, Limited Control Value
The Geldart classification is useful because it links particle size and particle density to typical fluidization behavior. Group A powders tend to aerate and expand before bubbling. Group B powders bubble more readily near minimum fluidization. Group C powders are cohesive and often resist uniform fluidization. Group D powders are larger and need higher gas velocities.
This classification provides a helpful first estimate. The American Institute of Chemical Engineers describes Geldart groups in terms of particle size and density, with Group A particles generally aeratable and Group C materials dominated by cohesive behavior.
Fine powder conveying problems often sit near the A/C boundary. A powder may fluidize well under one set of air conditions, then channel after moisture uptake, compaction, electrostatic charging, or a shift in fines content. The classification tells you where to look. It does not define the full operating window.
For process use, the stronger result comes from linking the classification to actual behavior: pressure-drop response, visible channeling, bed expansion, deaeration time, permeability, and bulk-density recovery after transfer.
Where Fine Powder Fluidization Helps Pneumatic Conveying
Fine powder fluidization can be useful in dense phase and low-velocity pneumatic conveying. In these systems, air helps mobilize the powder while the solids move at lower velocity than in dilute phase transport. Dense phase conveying is widely used where lower product degradation, reduced air velocity, and reduced wear are important, especially for fragile or abrasive materials.
This matters for abrasive, friable, or high-value powders. Lower particle impact velocity can reduce elbow wear, attrition, dust generation, and product damage. SHAPA’s guidance on <a href=”https://shapa.co.uk/technical-advice/attrition-and-wear-in-pneumatic-conveying/”>attrition and wear in pneumatic conveying</a> also emphasizes the role of velocity and impact conditions in degradation and pipe wear.
The benefit depends on controlled air distribution. Air must mobilize the powder without creating persistent channels, uncontrolled slugs, or excessive residual aeration in the receiving equipment. A conveying line can therefore perform well while still creating instability at discharge.
This is the important boundary in the article. Fluidization inside the conveying line can be a tool. Residual fluidization inside the receiving hopper can become a source of process variation.
Where the Same Air Creates Instability
The receiving hopper is the usual transition point. A powder exits the conveying line with entrained air and residual kinetic energy. If that air remains in the bed, the powder has a lower apparent bulk density and less resistance to movement.
Flushing appears when the aerated material reaches an outlet before the bed has recovered. The powder may flow too quickly through a gate, rotary valve, screw feeder, or dosing opening. In severe cases, the outlet behaves as if it has lost control of the bulk solid.
Segregation appears when the gas phase affects fine particles more strongly than coarse particles. The fines remain suspended longer, follow the air stream more readily, and settle in different regions of the receiving vessel. The Powdertechnology.info article on powder segregation diagnosis describes fluidization segregation as a mechanism in which fines remain suspended longer and deposit differently during pneumatic conveying, vented filling, or other air-rich transfer steps.
External segregation guidance from Jenike & Johanson describes the same air-entrainment mechanism: fine particles become airborne, separate from larger particles, and settle in different locations, especially in high-air-velocity processes such as pneumatic conveying or high drop-height filling.
Feeding and filling steps add another layer. Aerated powder can enter a feeder at a lower bulk density than expected. As air escapes, the density changes again. That creates variation in volumetric dosing, tablet die filling, capsule filling, bagging, or any step where volume is used as a proxy for mass.
Fines Content Often Controls the Air Response
A single D50 value rarely explains fine powder fluidization. The fines fraction can control cohesion, air retention, dust release, permeability, and segregation risk. A small amount of very fine material can change how larger particles pack, contact, and release air.
This is why particle size distribution interpretation matters in pneumatic conveying. D10, D50, and D90 describe different parts of the distribution. For air-related behavior, the low-end tail often carries the highest diagnostic value.
The recent PowderTechnology.info article on fines in powder behavior makes this point directly. Fine particles add surface area, contact points, and interaction sites. They can increase cohesion, reduce permeability, hold air after filling, release dust during transfer, and build up on contact surfaces.
This also means the conveying line can change the problem it later reveals. Attrition during transfer may create extra fines. Those fines can increase air retention, dusting, segregation, and poor discharge behavior in the next step. The same mechanism is covered in the article on pneumatic conveying attrition, where transfer itself is treated as a process step that can alter particle size distribution and downstream handling behavior.
Moisture Can Shift the Fluidization Window
Moisture changes fine powder fluidization by changing contact forces between particles. Adsorbed water can form liquid bridges at contact points. These bridges may increase cohesion, promote agglomeration, and encourage channeling instead of uniform aeration.
Hygroscopic powders need particular attention because their surface condition changes with storage, ambient humidity, conveying air quality, and product temperature. A system may behave consistently during dry conditions and become less predictable during humid operation without any mechanical change to the conveyor.
The effect is material-specific. Some powders become more cohesive. Some agglomerate. Others show changes in electrostatic behavior. A narrow moisture range may even improve behavior for a specific material. The practical point is to define the humidity and moisture window for the powder being handled, rather than assuming that one dry test represents all production conditions.
Surface chemistry also contributes. Food powders may contain fats, proteins, sugars, or emulsifiers that alter adhesion. Metal powders may respond to oxide layers, roughness, and particle morphology. Mineral powders may carry adsorbed water or reactive surface sites. These factors influence whether air distributes through the bed, bypasses through channels, or remains trapped after transfer.
Testing: What Each Method Tells You
Testing should answer a defined process question. The aim is to identify which air-related mechanism is active and whether the control point sits in the line, the receiver, the outlet, or the next unit operation.
A fluidization column shows whether the powder expands uniformly, bubbles, channels, cracks, or lifts as agglomerates. It also gives a visual impression of whether the bed behaves as a coherent mass or as a properly aerated powder.
A pressure drop curve shows how the bed responds as gas velocity increases. A stable response suggests distributed air flow. An unstable or erratic response can indicate channeling, bypassing, or cohesive bed behavior.
Permeability testing shows how easily air moves through a compacted or settled powder bed. Low permeability can slow air release, increase deaeration lag, and contribute to flushing or surging.
Deaeration testing shows how quickly bulk density recovers after aeration or conveying. This is often the critical measurement when the downstream step is dosing, filling, tablet compression, or controlled discharge.
Particle size distribution should include the fines fraction because the median alone misses part of the air-response risk. A shift in D10 or the sub-10 micron fraction can matter more than a stable D50.
Moisture and humidity testing should reflect realistic plant conditions. Air dew point, powder storage exposure, seasonal humidity, and product temperature can all change the powder-air response.
For broader method selection, the Powdertechnology.info guide to powder flowability factors and measurement techniques is useful because powder flowability depends on stress, air behavior, wall interaction, and process history.
Control Measures by Failure Mode
The right control measure depends on where the air-related instability appears. A powder that channels during aeration needs a different response from a powder that flushes from a receiver or segregates during filling.
When the powder does not fluidize uniformly, the first issue is usually cohesion or poor air distribution. Flow aids, surface modification, controlled conditioning, or particle size distribution changes may improve aeration. These changes need product approval because they can affect chemistry, labeling, wettability, blend behavior, or downstream performance. Research on coated Geldart Group C powders shows that fumed silica and dry particle coating can improve fluidizability when the flow aid is distributed effectively over the cohesive powder.
When startup is unstable, the pressurization and valve sequence deserve attention. Sudden movement after a delay can indicate compacted bed release, poor initial air distribution, or an unstable transition from static powder to moving powder. Staged pressure buildup, controlled pre-aeration, or a revised discharge sequence may reduce the size of the initial surge. The key is to avoid a long static delay followed by a sudden release of a partially aerated bed.
Flushing needs deeper attention because it can remove control from the discharge step. The receiver may look full and stable, while the material near the outlet still contains enough air to behave as a low-density mass. In that situation, a larger feeder, slower feeder speed, or different valve timing may only treat the discharge symptom while the aerated powder state remains unchanged. The more relevant checks are deaeration time, receiver venting, outlet geometry, powder level above the outlet, and the time between conveying and discharge.
Practical controls for flushing include longer residence time before discharge, improved venting, lower inlet energy, deaeration inserts, adjusted fill pattern, or outlet changes that prevent recently aerated material from reaching the discharge point too quickly. Where the process allows it, separating the conveying cycle from the dosing or discharge cycle can also improve stability. The receiver then acts less like a pass-through vessel and more like a controlled settling step.
Segregation after conveying needs a different design response. The issue is usually how the air stream carries fines into the receiving vessel. Lower inlet velocity, reduced drop height, target boxes, improved venting, multiple feed points, or controlled filling can reduce air-driven separation. Sampling must include position because average samples can hide vertical or radial segregation.
When humidity drives the problem, the conveying air and storage conditions become part of the process design. Refrigerated drying, desiccant drying, closed-loop conveying, controlled exposure, or tighter product conditioning may improve repeatability. The target condition should be based on the measured powder response across the humidity range that the plant actually sees.
When feeders or filling systems show weight variation, the feeder should receive powder in a defined density state. That may require deaeration before feeding, constant head pressure, controlled refill timing, or a feed hopper that prevents aerated surges from reaching the dosing zone. The practical test is simple: if bulk density changes during the refill or dosing cycle, volume-based control will also drift.
Process Design: Control the Transition Points
Fine powder fluidization is best controlled by looking at the points where the powder changes state. The conveying line, receiver, and discharge step do not need the same powder condition. The line may need aeration. The feeder may need a settled and repeatable bulk density. The receiver sits between those two requirements.
1. Where Air Enters the Powder
The first transition is the pickup or conveying entry point. Air velocity, solids loading, line pressure, pickup geometry, and feed consistency determine how the powder becomes mobilized. Too little air can lead to blockage or unstable movement. Too much air can create excessive entrainment that the receiver later has to remove.
This point should be assessed through pressure behavior, conveying stability, attrition risk, and changes in fines content after transfer. If the line generates additional fines, the downstream fluidization problem may become worse with time even when the original powder specification remains unchanged.
2. Where the Powder Enters the Receiving Vessel
The second transition is the receiver inlet. This is often the most important design point for flushing and segregation. Inlet velocity, entry direction, venting capacity, fill pattern, and drop height determine whether the powder settles as a bed or remains partially suspended.
A receiver that handles the gas phase poorly can turn a stable conveying step into an unstable discharge step. Practical design checks include whether the venting system can remove conveying air fast enough, whether the inlet jet drives fines across the vessel, and whether the filling pattern creates zones with different bulk density or particle size distribution.
3. Where the Powder Leaves the Receiver
The third transition is the outlet, feeder, or dosing interface. At this point, the powder needs to behave as a bulk solid with a predictable density and flow pattern. Residual air near the outlet can cause flushing, feeder overfilling, poor screw loading, tablet weight variation, or bagging inconsistency.
The outlet should therefore be designed around the powder state at the moment of discharge, rather than around a settled static sample alone. Relevant checks include deaeration time, powder level above the outlet, refill timing, feeder inlet pressure, hopper wall angle, and whether discharge starts before the aerated zone has collapsed.
The design target is simple: use air where it helps transport the powder, remove or manage air before it controls the next step, and avoid handing an aerated powder directly to equipment that expects a settled one. That is where fine powder fluidization shifts from a conveying advantage to a process risk.







{kind=link}
{kind=link}
{kind=link}
{kind=link}