
Table of contents

The circular lens
Powder Circular Economy starts with intent. Companies map material loops before the first sketch. Designers choose alloys and polymers that tolerate multiple cycles. They also avoid additives that block future recovery. Procurement shifts, too. Buyers request material passports and minimum recycled content. Operations plan reverse flows alongside forward logistics. They secure clean collection points and stable return rates.
Then finance enters. Teams model total value across cycles, not single runs. Finally, policy and customers reinforce the loop with clear incentives. The result is a product system that treats feedstock quality, return logistics, and market demand as one plan, not separate tasks.
Material categories and reuse complexity
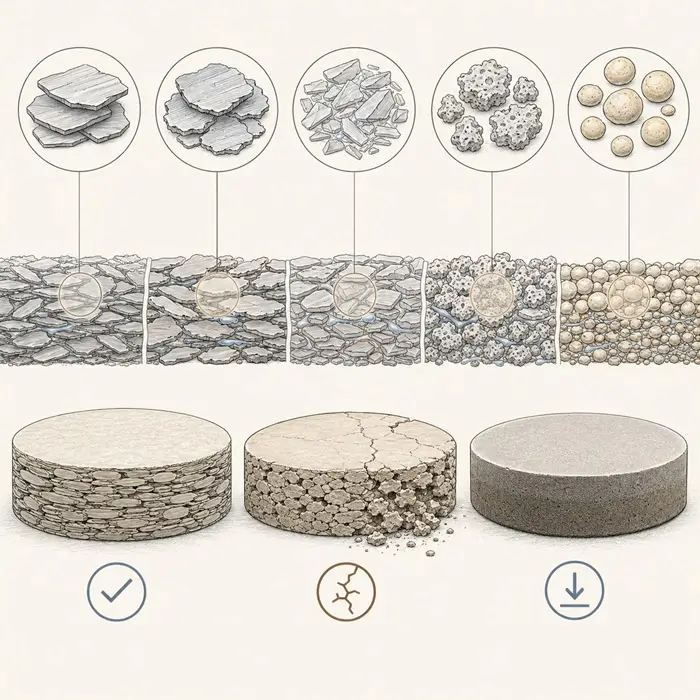
Metal powders are often recycled. Value, recovery methods, and performance retention enable that. Stainless steel, titanium, and aluminum alloys perform well over cycles. However, properties still drift.
Ceramic powders are harder to reclaim. Brittleness and contamination raise risk. Sintering changes microstructure, so reuse becomes tricky.
Polymer powders add new challenges. Thermoplastics like PA12 tolerate some reuse. Yet, repeated melting drives degradation. Moisture and oxidation change flow and mechanics.
In linear flows, virgin powder dominates. Residuals are discarded or downcycled. Little thought is given to spent powder fate.
In circular flows, powders re-enter production. Materials are recovered, reprocessed, and reintegrated. Variability increases. Physical, chemical, and mechanical properties shift. Testing must evolve to manage these shifts. Focus widens from narrow performance to longevity and compatibility.
What to measure
-
Baseline vs. post-cycle composition
-
Moisture sensitivity and conditioning time
-
Flow and packing response after cycles
-
Oxidation tendency under storage conditions
Powder behavior on reuse
Thermal cycling changes surfaces and cores. Mechanical attrition rounds edges or creates fines; environmental exposure changes surface chemistry.
Reused metal powders often show higher oxidation. Morphology becomes more irregular. Partial melting and agglomeration can appear. Therefore, flowability can drop. Layer quality in AM can suffer. Sintering kinetics can shift.
Ceramics may coarsen with heat. Microcracks form. Packing density falls. Porosity in parts can rise.
Polymers lose molecular weight during remelting. Chain scission and oxidation occur. Melt viscosity shifts. Flow changes follow.
BET surface area can drift. Microscopy reveals fragmentation or fusion. These microstructural changes need tracking. Then link them to performance limits.
What to measure
-
BET surface area change per cycle
-
O, N, H content for metals
-
FTIR or Raman for polymer oxidation
-
SEM image analysis for satellites and agglomerates
-
PSD drift and fines generation rate
Testing in linear vs circular systems
Linear testing targets speed and stability. Inputs are consistent and single use. Teams check PSD, flow, compressibility, sintering, and strength. The goal is throughput with reliable quality.
Circular testing faces more uncertainty. Recycled or blended powders bring impurities. Morphology shifts. Moisture and oxidation vary. Testing must expand. Reusability and degradation pathways matter. Compatibility across cycles matters more than once.
Systems thinking is required. Do not test in isolation. Evaluate fitness within the intended process. Confirm that reuse does not compromise safety or output.
What to measure
-
Elemental drift by XRF or ICP
-
Surface oxides by XPS
-
Moisture by Karl Fischer, volatiles by TGA
-
Flow function by ring shear, Hausner ratio, AOR
-
Process readiness, such as spreadability or green density
Changing testing objectives
Testing must include broader indicators. Mechanics and physics still matter. Energy for reprocessing now matters too. Material loss per cycle matters. Cross-contamination risk matters.
Lifecycle assessment becomes routine. Energy intensity and carbon per kilogram become tracked. Waste reduction rates become tracked as well. These metrics define circular success.
What to measure
-
Property retention index per cycle
-
Energy per kilogram reprocessed
-
Carbon per cycle and per part
-
Scrap ratio and blend ratio limits
-
Maximum qualified cycles before refresh
Adaptation of manufacturing systems
Processes must accept variable feedstocks. Recycled powders may spread differently. Compaction behavior can shift. Sintering windows can move.
Testing does two jobs. First, it verifies reuse viability. Second, it guides process adjustments. Consistency across cycles becomes a goal. Prediction across loops becomes essential.
What to measure
-
Spreading uniformity and defect rate
-
Tapped density and packing repeatability
-
Sintering shrinkage curves per cycle
-
Mechanical properties vs. cycle count
Traceability and compliance
Powders re-entering from waste streams raise compliance needs. Safety and quality standards must be verified. Recycled metals from electronics may carry hazards. Therefore, documentation and traceability become critical. Certification models evolve to protect downstream users.
What to measure
-
Source provenance and custody logs
-
Restricted substance screening
-
Batch-level reuse history and conditioning steps
-
Storage environment and dwell times
What is changing
The purpose of testing is changing. Methods may look similar. Yet, their use is being redefined. The goal moves from single-use optimization to long-term function. Testing becomes an integrated tool for sustainability. Quality is judged by repeatable performance over cycles. Efficiency is judged by low impact and high reuse.
What to measure
-
First-pass yield across cycles
-
Cost per qualified reuse cycle
-
Variance of key properties over time
Reuse release criteria example
Tune figures per material and process. The point is clear gates.
-
Oxygen increase on titanium powder < 0.20 weight percent vs. virgin
-
Flow function coefficient > 4
-
D10, D50, D90 shift < 10 percent per cycle
-
BET surface area change < 15 percent per cycle
-
Moisture < 0.05 weight percent before reuse
-
Spreadability index within qualified band for the process
-
Mechanical properties within agreed tolerance after sintering or printing
Closing note
Circular systems demand tighter feedback. Measure the right properties. Link them to clear gates. Track energy and carbon per cycle. Then adjust processes to keep performance steady across loops.


")




{kind=link}
{kind=link}
{kind=link}
{kind=link}