
Modern batteries, 5 G antennas, and solid‑state ceramics start with functional powders. These powders are finely engineered particles valued for precise chemistry and microstructure. They are ultra‑fine, highly reactive, and costly compared with ordinary bulk powders. Mishandling can erase performance or create serious hazards. This article unpacks five common risks in functional powder handling. It also explains how to control each one.
1 Contamination
A fingerprint, a drop of hydraulic oil, or a stray metal flake can introduce more than 10 ppm of impurities, enough to trigger lithium plating in batteries or alter dielectric properties in 5 G capacitors. Work in ISO 5–6 cleanrooms, choose closed transfer lines or gloveboxes, and purge with nitrogen when the powder’s oxygen limit is below 20 ppm. Surfaces should be wiped with lint‑free, isopropanol‑soaked cloths before every batch, and periodic X‑ray fluorescence checks verify that Fe and Cu remain under the 10 ppm threshold demanded by IEC 62660‑3.
2 Moisture and Oxygen
Many lithium and sulfide powders degrade within minutes of air exposure. LiPF₆, for example, reacts with as little as 5 ppm water to form HF and POF₃, which corrode downstream hardware. Keep rooms at <5 ppm H₂O and <20 ppm O₂, store product in welded, vacuum‑sealed cans with molecular‑sieve desiccant, and fit the enclosure with inline sensors that alarm at 3 ppm. When the atmosphere is this dry, the powder’s electrochemical function will survive from reception to final compaction.
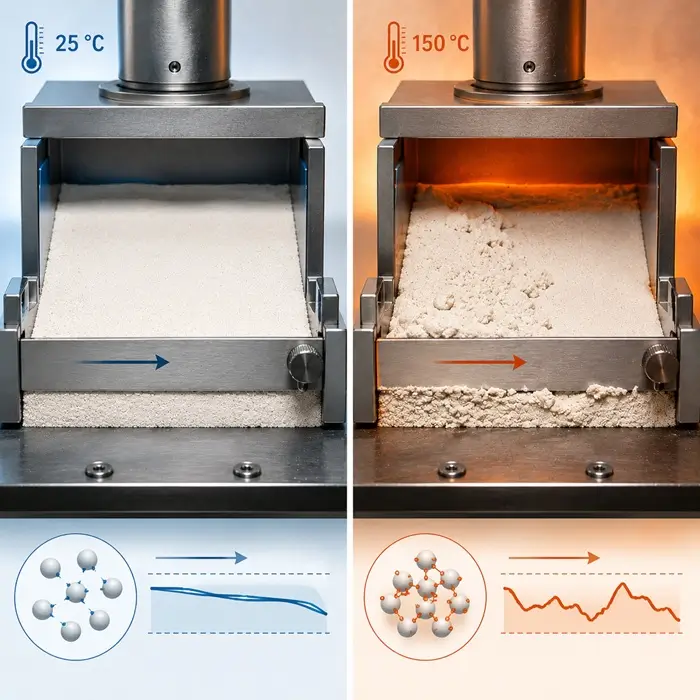
3 Flowability
Fine particles exhibit high surface energy and poor flow, so they bridge in hoppers or rat‑hole in silos. A hopper with a 60‑degree wall angle and a polished Ra 0.4 µm finish usually prevents arching, while gentle vibration or low‑pressure air pads keep the bed mobile without causing attrition. If the formulation allows it, adding 0.05 wt % fumed silica lowers cohesion, but first confirm, via ASTM D6128 shear‑cell testing, that breakage stays below one percent. Stable flow protects dosing accuracy and maintains blend homogeneity in continuous lines.
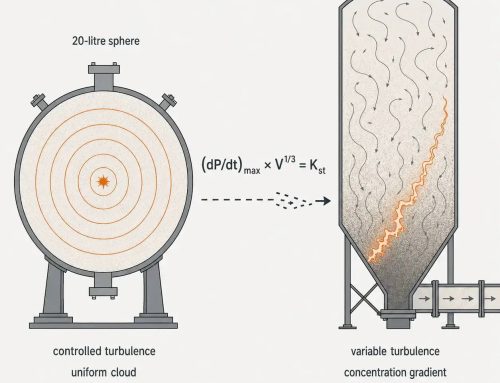
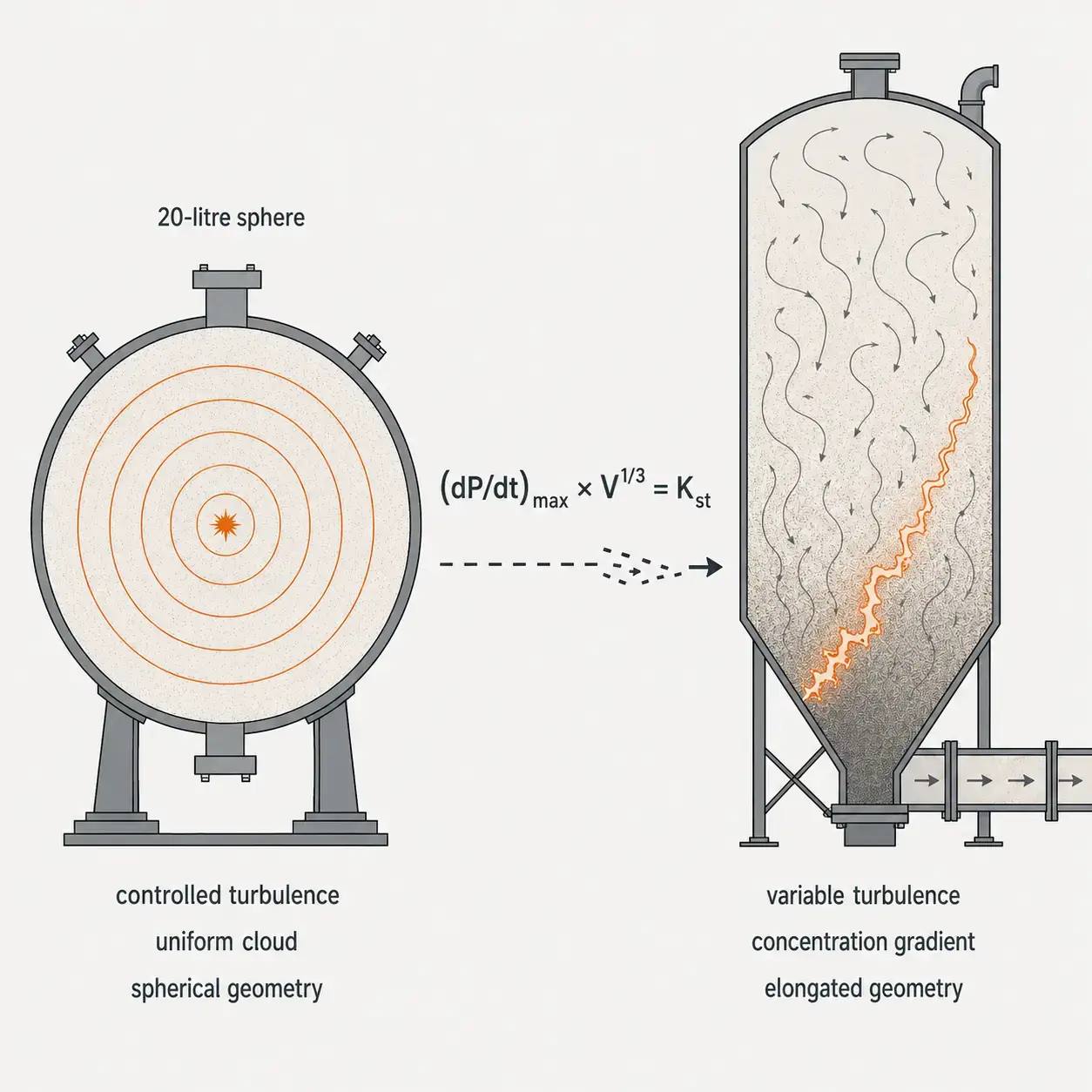
4 Electrostatic Charge and Dust Explosion
Nano‑oxides and carbon powders accumulate surface charge rapidly. When a charged dust cloud disperses, its minimum ignition energy can drop below 1 mJ and its Kₛₜ value can exceed 300 bar m s⁻¹, well above the OSHA combustible-dust and NFPA 652 thresholds for explosion venting. Ground every metal component to <1 Ω, use static‑dissipative plastics with surface resistivity under 10⁸ Ω sq⁻¹, and keep relative humidity between 35 % and 55 %. In drier climates, ionizers neutralise charge, and flameless vents or nitrogen suppression mitigate the worst‑case event.
5 Equipment Materials
unctional powders can abrade, corrode, or combine both actions. Standard 304 stainless pits when fluoride salts evolve HF. Soft polymers shed particles that spoil high‑purity oxides. Use Hastelloy C‑276 or PFA‑lined steel for fluoride systems. Choose alumina‑ or PTFE‑coated parts when abrasion dominates. Kalrez gaskets resist swelling far better than EPDM. They extend maintenance intervals and keep joints tight against moisture.
Key Takeaway
Functional powder handling succeeds when contamination, atmosphere, flow, static, and materials are managed together. Treat them as one integrated system. Follow recognised standards: IEC 62660‑3 for batteries, ISO 21795‑1 for sulfides, and NFPA 652‑484 for dusts. Doing so protects powder value, safeguards uptime, and shields your people.
For more facility design guidance, read our High‑Purity Clean‑room Layouts article.
Check out these related articles


")



{kind=link}
{kind=link}
{kind=link}
{kind=link}