

Dust control in powder handling often gets framed as a ventilation problem. That is too narrow. The first question is simpler: what is the powder actually doing when you disturb it?
Fine dust can be invisible in normal lighting, and the most hazardous fraction is often the part that operators may not clearly see. In occupational hygiene, the health relevant fractions are defined separately because inhalable and respirable particles behave differently in air and in the respiratory tract. The HSE’s guidance on dust and mist control makes this point clearly. What you can see is not always what matters most.
A room can look reasonably clean and still carry a meaningful airborne burden near the source. That is why dust control should begin at the point where particles detach, entrain into the air, and move toward the operator’s breathing zone. Both the OSHA hierarchy of controls and HSE guidance on local exhaust ventilation place source control at the center of effective exposure reduction. In other words, the best time to control dust is before it disperses through the room.
Why Dust Control in Powder Handling Fails When the Powder Is Treated Like a Room Problem
When teams see haze above a bag dump station, the instinct is often to ask for more airflow. Sometimes that helps. Still, it does not answer the real mechanism. Dust release depends on how easily particles detach, how much air is pulled through the moving powder, whether agglomerates break on impact, and how the local geometry guides the plume. If those drivers remain unchanged, a bigger fan may only chase the cloud after it has already formed.
That distinction matters because source capture and room cleanup are not the same thing. OSHA’s ventilation guidance explains that local exhaust ventilation is meant to capture contaminants at or near the source, before they disperse. General room ventilation, by contrast, mainly dilutes what has already escaped. Once the dust cloud exists in the operator zone, the easier control opportunities have already been missed.
This is also where many powder handling discussions tend to go wrong. The question usually becomes, “How strong should the extraction be?” However, the better question is, “Why is this powder releasing into the air here in the first place?”
What Actually Drives Airborne Dust Release
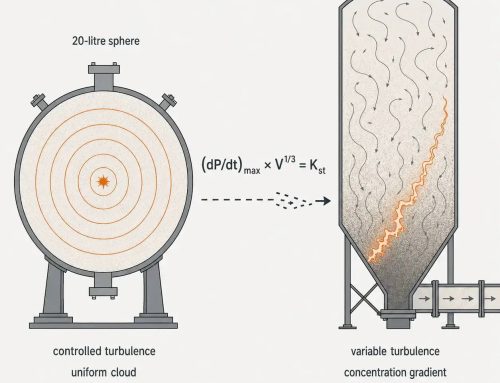
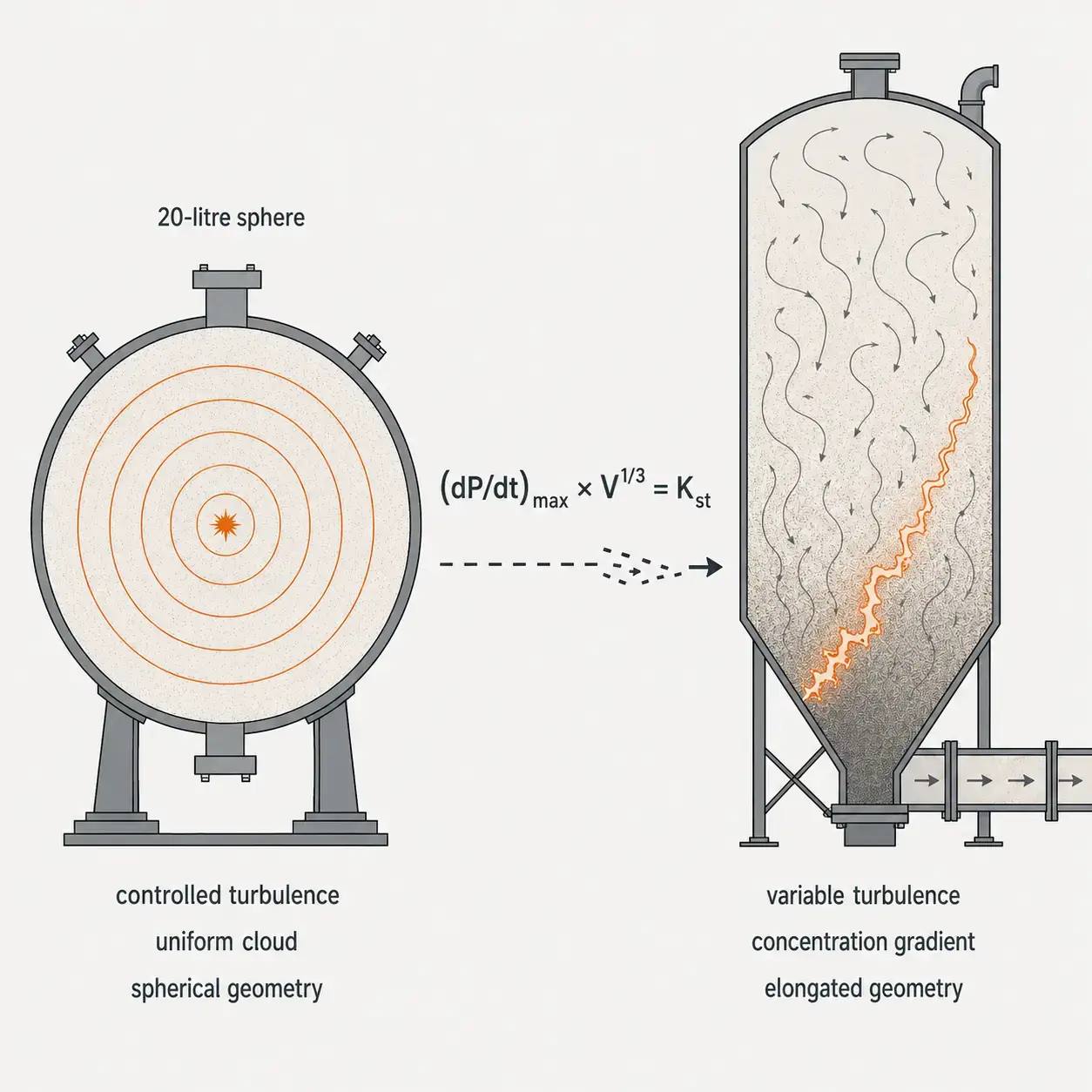
The first driver is the powder itself. Some materials already contain a detachable fine fraction. Others generate fresh fines during handling. The NIOSH chapter on the quantification of airborne dusts from powders describes dustiness as the tendency of a material to release airborne particles when subjected to mechanical forces. That is the right way to think about it. Dust is not simply present or absent. It is released under a stimulus.
The second driver is the task. Bag emptying, chute transfer, refill, pneumatic conveying discharge, hopper venting, and filter emptying all create different release conditions. A short calm transfer may stay relatively quiet. A longer fall with displaced air can throw a fine plume into the room. A brittle agglomerated powder may look acceptable in storage, then become much dustier after repeated impacts in a line. That is exactly why our article on pneumatic conveying attrition matters here. Transfer can quietly broaden the particle size distribution and increase fines generation even when the line appears to run normally.
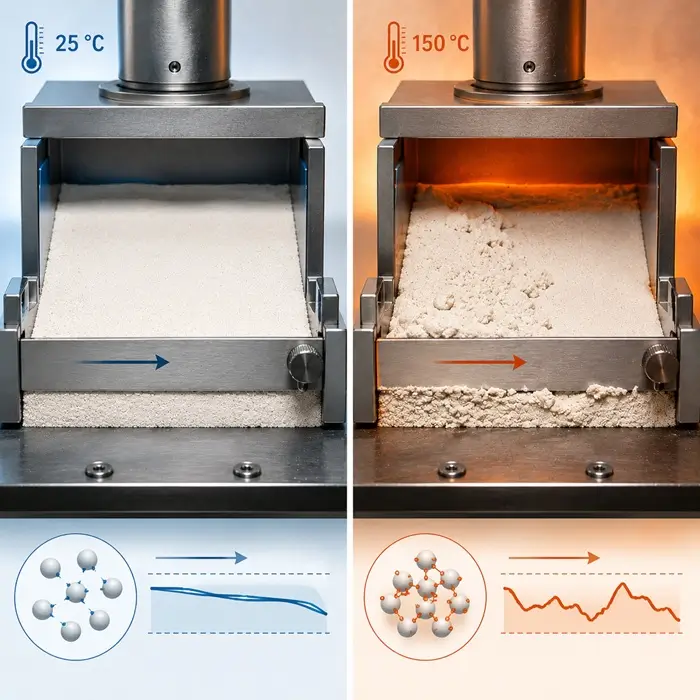
The third driver is the interface between powder and surrounding conditions. Dry surfaces, electrostatic effects, and low humidity can change how particles detach, deposit, and cling to nearby equipment. That does not always directly increase airborne concentration, but it can change where dust accumulates and how easily deposits resuspend later. That is where triboelectric charging in powders and the role of humidity becomes a useful related read. It adds the surface behavior dimension to the same control problem.
The fourth driver is poor cleaning logic. Dry sweeping and careless use of compressed air can resuspend the finest settled fraction into the air. OSHA’s guidance for silica and dust generating work repeatedly emphasizes cleanup methods that minimize resuspension for exactly this reason. A clean floor is not proof of low exposure if the cleaning method itself recreates the airborne cloud.
What to Check Before You Upsize Extraction
Ask where the plume actually starts. Is it at bag opening, during the falling stream, at the receiver vent, or when displaced air pushes back through the same opening where powder enters?
Ask whether the powder is already dusty, or whether the process creates the dust. A stable granule behaves differently from a friable material that sheds fines at every impact.
Ask whether the geometry pulls the plume toward the operator. Hood position, cross drafts, and stance during manual handling can make an otherwise reasonable system perform badly.
Ask whether air is escaping through the same path the powder uses. Poor venting at receivers, hoppers, or enclosed dump points often turns displaced air into a dust carrier.
Then ask whether you are measuring the right thing. Particle size distribution alone does not define dustiness. That is the central point of our earlier article, Powder Dustiness Is a Release Problem, Not a Fines Number. If you want to understand airborne release, you need to think beyond PSD and look at how the material behaves under disturbance.
This is also the point where structured testing becomes useful. A standard dustiness test will not reproduce every plant condition, but it can help rank materials or compare grades under controlled mechanical stress. If exposure data is incomplete, a more practical control logic may still be possible through a banded containment approach. That is why an internal article, such as control banding for powders, can sit naturally here if you want one more practical bridge between lab logic and real control decisions.
A Better Sequence for Dust Control in Powder Handling
A robust strategy for dust control in powder handling usually follows a disciplined order. First, reduce release at the source. Lower the drop height. Calm the transfer. Avoid unnecessary impact. Prevent air from jetting back through open powder streams.
Second, capture close to the source. Put the hood or enclosure where the cloud starts, not where it becomes visible across the room. The HSE’s LEV guidance is useful here because it reinforces the same point: source capture is about controlling the contaminant before it spreads.
Third, verify airflow direction in the real setup. A hood can look impressive on paper and still pull the plume across the operator’s breathing zone if the surrounding geometry is wrong.
Fourth, support the system with disciplined housekeeping, task design, and suitable PPE where residual risk remains. PPE matters, but it is support. It is not the control strategy. Again, OSHA’s hierarchy of controls makes that order clear.
Dust Control in Powder Handling Starts Before the Ductwork
Dust control in powder handling starts with powder behavior. Designing extraction around visible haze means responding after release, not controlling it at the source. The better question is where particles detach, what handling stress releases them, and how airflow around that event moves the plume.
Once you answer those questions, enclosure, venting, hood placement, and housekeeping become much easier to design in accordance with your operations.





{kind=link}
{kind=link}
{kind=link}
{kind=link}