

Powder Dustiness Introduction
Powder dustiness is often misread because teams still treat it as a simple fines issue. The PSD looked acceptable. The lot was approved. Then the bag dump still produced a dust cloud. That disconnect is common in production. A plant does not handle powder as a static lab sample. It pours, drops, impacts, vibrates, refills, peels liners, opens bags, and empties drums. Dust is generated during those handling steps. That is why powder dustiness should be treated as a release problem under handling stress, not just as a number in a PSD report.
Why powder dustiness and fines content diverge
Fines do matter; they can raise the probability of airborne release. However, they do not show the full piece of the puzzle.
A PSD report tells you what particle sizes are present in the bulk material. Powder dustiness indicates how readily a material becomes airborne when disturbed. Those ideas are related, but they are not the same measurement. NIOSH describes dustiness as the tendency of a material to generate airborne dust during handling under a defined mechanical or aerodynamic stimulus. It also notes that the relationship between mean particle size and measured dustiness is not consistent across materials and methods.
That is why two apparently similar powders can behave very differently in the plant. One powder may carry loosely attached surface fines. Another may hold those fines inside weak agglomerates that break during impact. A third may be lightly conditioned by moisture and stay quiet during one task, then release dust after drying or transfer. In each case, the PSD can look acceptable while the handling behavior changes.
What actually drives powder dustiness
NIOSH notes that humidity and moisture content can significantly influence powder properties and dustiness. It gives an example with TiO2 in which dustiness decreased by three orders of magnitude when preconditioning humidity increased from 30% to 50% RH. That is a dramatic change without changing the material grade or target PSD.
Electrostatics also matters. Under drier conditions, charge accumulation can make handling and transfer harder. NIOSH also notes that charge dissipation inside a test system can change measured dustiness by about a factor of two. In practice, that means winter handling, dry indoor air, and poorly grounded interfaces can push a powder toward visible release even when summer behavior seemed manageable.
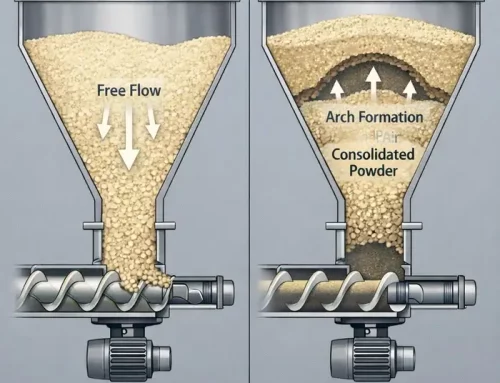
Agglomerate structure matters as well. Powders are often made of primary particles, aggregates, and weaker agglomerates held together by several interaction forces, including electrostatic effects. As a result, a material can look stable at rest and still break apart when it hits a transfer point or when an operator peels open a liner.
A practical plant example
Powder that runs through the same bag-dump station in July and January may behave significantly differently. In July, the ambient humidity may be higher. The transfer looks acceptable. There is some residue, but no visible plume. In January, the same product arrives after drier storage and moves through the same station with the same operator. This time, a cloud appears when the bag is opened and again when the powder hits the receiving hopper.
If you only look at PSD, you may conclude that nothing changed. However, the more likely explanation is that the release behavior changed. The powder may have dried further. Surface conditioning may have shifted. Charge buildup may have increased. Weak agglomerates may now fail earlier during impact. The material is still the same on paper. It is not behaving the same in the task that matters. That is the point of a powder dustiness mindset. The seasonality example also aligns with NIOSH’s observation that humid summers may reduce dust-generating potential while drier winters may increase it.
How to test powder dustiness properly
If you want a general comparison of bulk material dustiness during dropping or similar handling, EN 15051-2 is a strong method to consider. It defines the rotating drum method and measures the inhalable, thoracic, and respirable dustiness fractions released from powdered, granular, or pelletized materials under controlled conditions. That makes it useful for comparing products, formulations, storage conditions, or process variants.
If the concern is the release of very fine respirable particles, including nano-objects and the aggregates and agglomerates formed from them, EN 17199-4 becomes more relevant. It uses a small rotating drum method and is intended for materials that contain or release those respirable fine particles under reproducible conditions.
That distinction matters because not every dust problem is the same problem. Some plants need a broad handling comparison. Others need a closer look at respirable release. Therefore, the method has to match the risk question.
Why “low-dust” powders still fail in use
Many powders earn a “low-dust” reputation for the wrong reason; they look calm in storage, and they do not bloom when someone opens a container. That creates the possibility for the assumption that it is a “low-dust” material. Then that same material leaks at the actual interface. That’s because the failure often starts at the task, not the label. Bag dumping, drum charging, transfer socks, refill points, sampling ports, and liner peeling all create local bursts of energy.
Those bursts can detach particles and agglomerates that would otherwise remain settled. Therefore, a powder can look manageable in general handling and still fail at a specific interface. Dustiness testing helps reveal the release potential under controlled stimuli.
However, it does not replace task-based containment work. It simply gives you a larger piece of the puzzle than PSD alone.
What to check next when powder dustiness rises
First, define the release step. Is the dust cloud showing up during opening, dumping, impact, refill, or cleaning? The answer changes what you should test and what you should redesign.
Second, compare conditioning states. Test the powder as received, but also compare it with the condition that actually exists in the plant. Moisture history can change the result sharply.
Third, look at grounding and dry-air effects. Electrostatics can materially shift handling behavior and measured dustiness.
Fourth, pair material testing with interface thinking. If dust appears at impact, reduce drop energy. If it appears during bag opening, improve local capture and interface design. If it increases in winter, treat humidity and charge as variables rather than background noise. That sequence is usually more useful than arguing over whether the PSD “should” have predicted the problem.
The useful conclusion
The main takeaway is pretty straightforward: using fines content as the sole answer is not the way to go. Use it as the one clue it is. Then ask the better question. Under the handling step that matters, how readily does this powder become airborne? That is the question powder dustiness answers. It is also the question that leads to better containment, cleaner transfer points, lower exposure, and fewer arguments about whether the lot should have behaved differently. Standards such as EN 15051-2 and EN 17199-4 exist for a reason. They turn dustiness from a vague complaint into a measurable release behavior. Meanwhile, NFPA 660 is now the current consolidated NFPA standard for combustible dusts and particulate solids, reinforcing the broader point that dust behavior must be understood under real process conditions.






{kind=link}
{kind=link}
{kind=link}
{kind=link}