
In today’s manufacturing environment, sustainability is not only a goal—it’s a necessity. Industries from additive manufacturing to powder metallurgy are increasingly focusing on Powder recyclability in manufacturing to reduce waste, lower costs, and improve environmental performance. This article offers a concise yet in-depth look at practical, sustainable approaches to powder recyclability, highlighting both technical strategies and actionable insights for professionals.
The Imperative of Powder recyclability in manufacturing
Powders are central to many modern manufacturing processes, but unused or spent powders can quickly become a significant source of waste. Recycling these powders helps manufacturers lower production costs and decrease their environmental impact by reducing the need for virgin materials. In an era where environmental regulations are tightening and the push for circular economies is growing, developing robust powder recyclability methods is essential for maintaining competitiveness.
Practical Recycling Techniques
A few tried-and-tested techniques have emerged that can be applied across various sectors for Powder recyclability in manufacturing:
- Mechanical Separation:
Screening and Sieving
The first step is often the mechanical separation of the powder. By using sieves or vibrating screens, manufacturers can remove oversized or degraded particles, ensuring that only high-quality material re-enters the production cycle.
Practical Insight: Regularly calibrate and maintain your screening equipment to optimize particle separation and prevent cross-contamination. - Thermal Reconditioning:
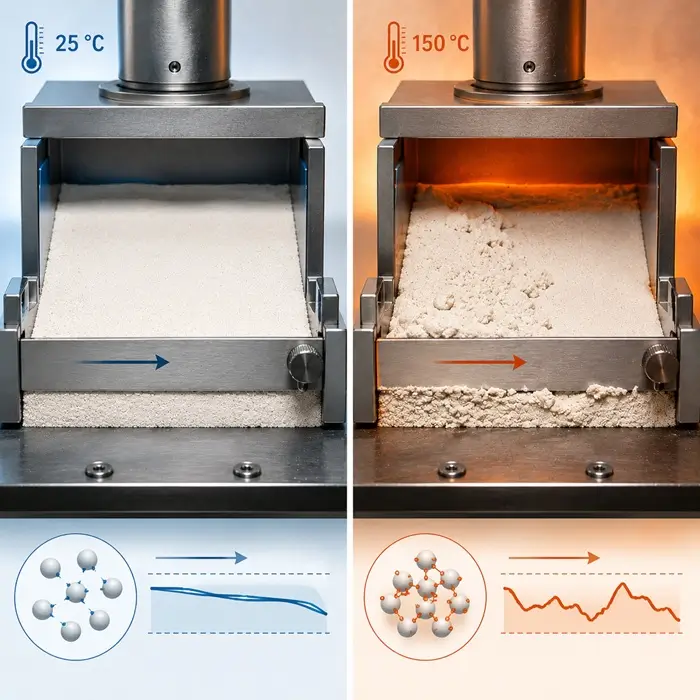
Controlled Heating
Some powders benefit from thermal treatment. Heating can eliminate moisture or volatilize residual contaminants, effectively “refreshing” the powder.
Practical Insight: Monitor temperature profiles carefully to avoid altering the powder’s intrinsic properties. Implement sensors that log temperature data during the process to ensure consistency. - Blending with Virgin Material:
In many applications, particularly in additive manufacturing, recycled powders are blended with a specific percentage of virgin material. This ensures that any degradation in flowability or consistency is offset.
Practical Insight: Develop a standardized blend ratio based on rigorous testing. Keep detailed records of blend percentages to adjust your process as necessary.
Quality Control and Process Monitoring
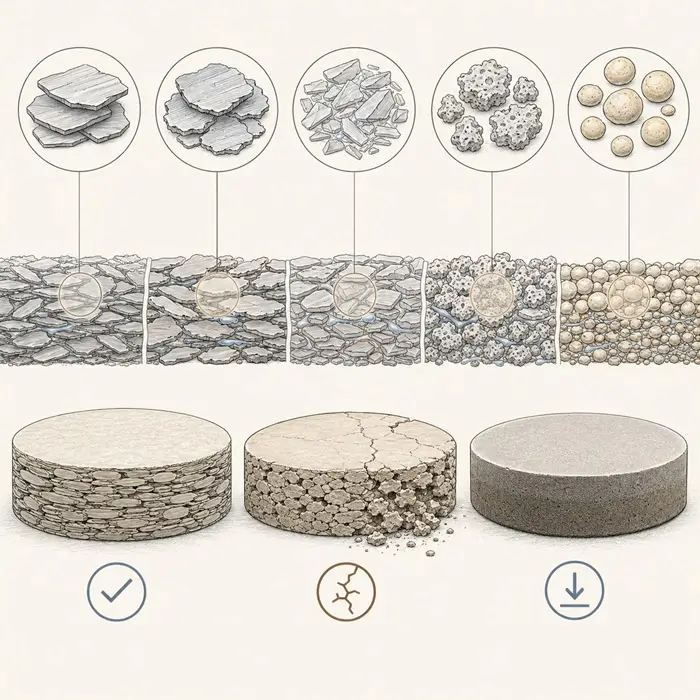
Recycled powders can be prone to contamination and changes in particle morphology. Maintaining quality is crucial for performance in high-specification applications. Here are some practical steps:
- Regular Testing:
Implement routine analysis for particle size distribution, flowability, and chemical composition. Advanced techniques like laser diffraction and X-ray fluorescence (XRF) can provide rapid, accurate results.
Practical Insight: Establish a quality control (QC) lab or partner with an external facility to run these tests regularly. Document all results for trend analysis and process improvement. - Real-Time Monitoring:
Incorporate sensors and automated monitoring systems into your recycling line to track key parameters. These can provide immediate feedback, alerting operators to any deviations that might compromise powder quality.
Practical Insight: Use Industry 4.0 solutions that integrate data analytics and machine learning to predict when recycled powder might no longer meet specifications, allowing for proactive adjustments.
Economic and Environmental Benefits
The financial benefits of powder recyclability are clear. Reducing reliance on virgin materials not only lowers raw material costs but also minimizes waste disposal expenses. Moreover, recycled powders help stabilize production costs in the face of volatile raw material markets.
On the environmental front, recycling powder reduces the need for energy-intensive extraction and processing of virgin materials, thereby lowering your overall carbon footprint. These savings of Powder recyclability in manufacturing can be significant, especially in industries that generate large quantities of powder waste.
Real-World Applications and Case Studies
Several industry leaders have successfully integrated powder recyclability into their processes. For example, aerospace manufacturers have not only implemented advanced screening and thermal treatment methods to recycle titanium and nickel-based powders but have also maintained stringent quality standards while significantly reducing costs. Similarly, in powder metallurgy, companies recycling iron and steel powders have experienced notable improvements in resource efficiency by adopting comprehensive quality control measures and strategic blending techniques. Consequently, these advancements demonstrate how integrating recyclability can drive both sustainability and economic benefits across various industries.
Actionable Steps for Professionals
- Assess Your Current Process:
Conduct an audit of your powder usage and waste. Identify potential areas for recycling and quantify expected savings. - Invest in Equipment:
Upgrade or retrofit existing machinery with modern screening, thermal treatment, and monitoring systems. - Implement Quality Assurance Protocols:
Establish regular testing routines and invest in real-time monitoring tools to maintain high standards. - Collaborate and Innovate:
Engage with industry peers and research institutions to stay updated on the latest techniques and standards. Pilot new recycling methods on a small scale before full implementation. - Document and Analyze:
Keep detailed records of recycling processes, blend ratios, and quality metrics. Use this data to refine your methods and share best practices across your organization.
Conclusion: Powder recyclability in manufacturing
Powder recyclability is not merely an environmental initiative; rather, it’s a strategic approach to achieving operational excellence in manufacturing. By actively adopting practical and sustainable recycling techniques, along with implementing rigorous quality control measures, companies can significantly reduce costs, enhance overall efficiency, and minimize their environmental impact. Furthermore, embracing these sustainable practices today will not only position manufacturers at the forefront of innovation but also ensure long-term competitiveness in an increasingly dynamic and rapidly evolving global market.




{kind=link}
{kind=link}
{kind=link}
{kind=link}