

Plastic pellet loss prevention used to sit in the “housekeeping” bucket. In the EU, that framing is now obsolete. The regulation creates binding obligations aimed at preventing pellet losses to reduce microplastic pollution, with expectations that push toward structured prevention, training, and documentation across operations and logistics.
Most pellet losses are not dramatic spills. They are chronic and repetitive, originating at interfaces that engineers often accept as normal. That is why compliance becomes a design and operations problem, not a policy memo.
Why EU compliance changes day to day operations
The EU rule is supply chain-wide. It targets pellet handling and transport steps that historically fell between responsibilities, site operations, warehousing, and carriers. The Council communication explicitly frames controls “throughout the supply chain,” including specific requirements for maritime transport.
The European Commission has also signaled what enforcement maturity will look like. It plans awareness and training materials, and it will request harmonized standards for estimating pellet losses, which points to more structured verification over time.
That is the operational point. You are not just asked to be careful. You are expected to show that your controls work.
Where pellet loss behaves like a bulk solids failure mode
Pellets are macroscopic particles, yet they migrate like a bulk solid wherever you transfer, convey, vent, or pack product.
Pellet loss typically follows three mechanisms:
-
Interface leakage: pellets creep out of imperfect seals due to vibration and handling.
-
Transient mobilization: short airflow or pressure events move pellets through seams and ports.
-
Secondary spread: traffic and washdowns push pellets into drains, cracks, and outdoor pathways.
Once pellets reach drains or outdoor hardstands, recovery becomes difficult, and the trail becomes messy. That is why prevention at interfaces matters more than cleanup effort.
Plastic pellet loss prevention, two failure modes that quietly drive noncompliance
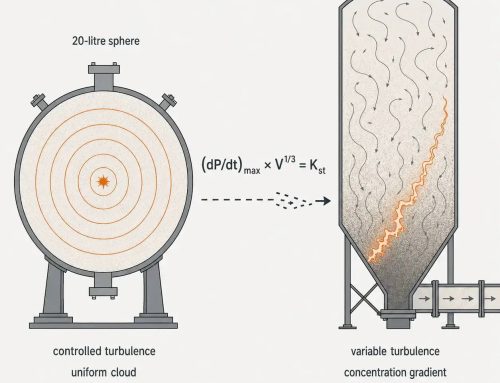
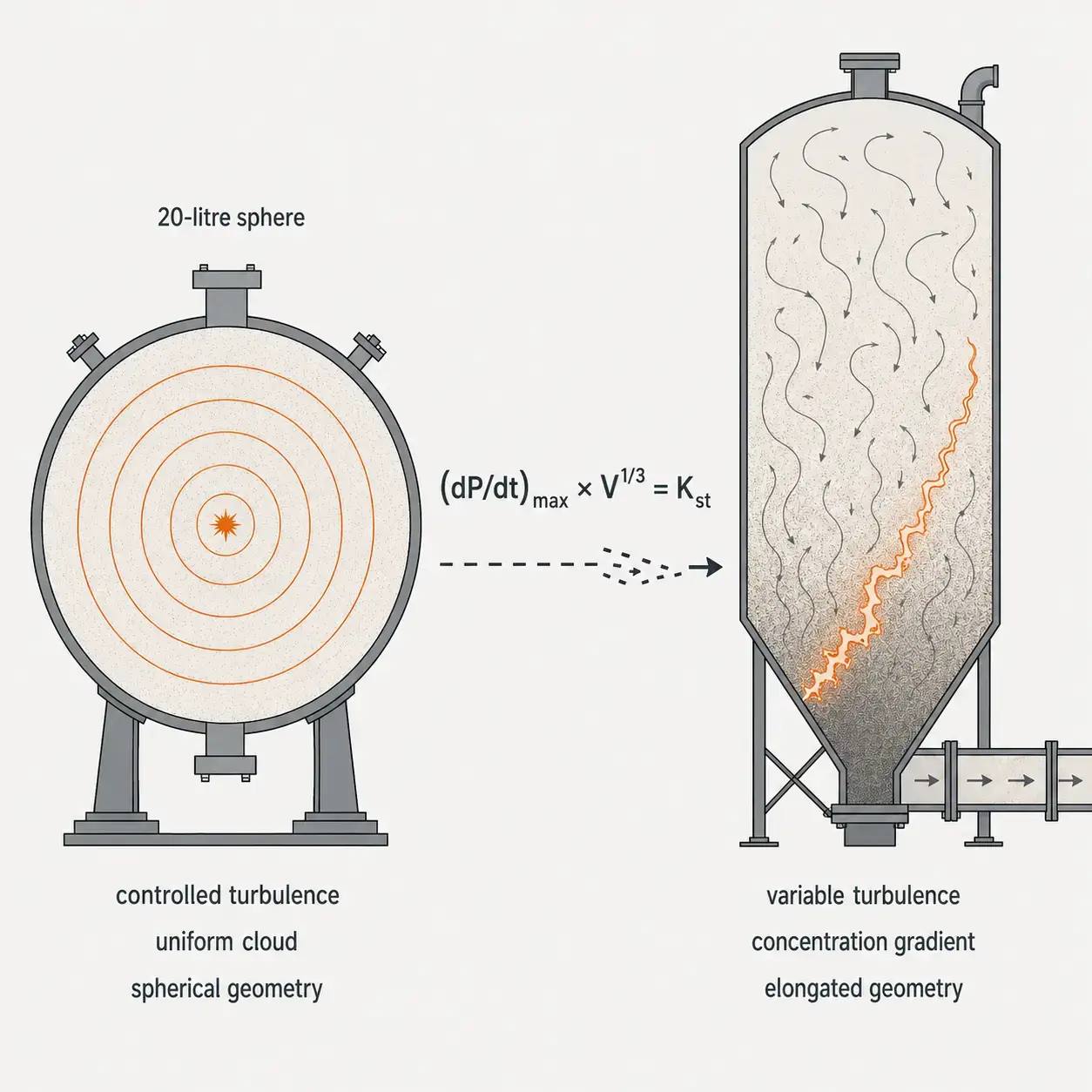
Failure mode 1: Filter receivers and silo vents that eject pellets during pulse cleaning
In pneumatic conveying, a small fraction of pellets can reach filter receivers or silo vent housings during surges, unstable startup, or temporary regime shifts. If the receiver, vent housing, or dump leg is not fully sealed, pulse cleaning and short airflow reversals can eject pellets through seams, inspection ports, or discharge points during routine operation.
The field signature is simple. You keep finding pellets near the silo base, around the vent area, or in outdoor corners downwind. The line “runs fine,” so the release is easy to miss. Under the regulation, repeatable release points are exactly what technical measures and documented corrective actions are meant to address.
Failure mode 2: Diverter valve switching that creates a pellet puff at flanges or flexible connections
Diverter valves generate short pressure transients during switching. If valve faces, gaskets, or downstream flexible connections have even minor clearance, the transient can push pellets out through the seam in brief “coughs.” This rarely looks like a spill. Instead, you find a small recurring scatter at the same flange after routing changes.
This matters for compliance because the pattern is predictable and preventable. Once an auditor or customer can reproduce it, “we sweep more” reads as an unmanaged release point rather than a controlled operation.
The compliance workflow that holds up in audits
Think of compliance as a loop you can run every month without drama.
Start with a loss map. Walk the pellet path from receiving to loadout and mark every interface break, unloading connections, hose ends, flange splits, bagging spouts, diverter valves, and vent discharge hardware. Then add time. Many sites look clean during steady production but leak during startups, changeovers, maintenance break-ins, and clean downs.
Use a simple escalation rule that forces engineering action:
If pellets appear in the same spot after two clean shifts, log it as a nonconformance, implement a technical fix, then record the verification check.
This matches the regulation’s intent, which is control through prevention measures, procedures, and verification, not reactive cleanup.
Verification and documentation
You do not need perfect quantification on day one. You need repeatable checks that localize loss sources and demonstrate control.
Keep verification simple and consistent:
-
Zone-based pellet sweep logs with timestamped photos
-
Drain and interceptor inspections with a clear trigger for escalation
-
Inspection records for vent housings, receiver dump legs, diverter valves, and bagging spout seals
-
Training sign-off tied to the loss map zones and procedures
The Commission has explicitly stated it will develop awareness and training materials and request harmonized standards for estimating losses. Expect verification expectations to become more standardized, not less.
FAQ plastic pellet loss prevention
Conclusion
Plastic pellet loss prevention is now a regulated operational performance. Treat releases like bulk solids failure modes, mechanism first, interface control, verification, and records. Do that, and compliance becomes routine. Ignore it, and you will chase recurring “mystery pellets” while audits get sharper.


{kind=link}
{kind=link}
{kind=link}
{kind=link}