

When engineers try to explain bulk powder behavior, particle size is often one of the first properties they reach for. That makes sense. Particle size distribution affects packing, segregation, surface area, dustiness, and flow. It matters.
Still, it does not explain everything.
Many powder problems emerge when a material is under stress, after storage, during discharge, or after a refill. In those moments, the deciding factor is often not particle size alone. It is the way particles are actually touching each other inside the bed. Those contacts form a shifting internal structure. That structure governs how force moves through the powder, how the bed rearranges, and whether the material flows, arches, rat holes, pulses, or compacts.
That internal structure is the contact network.
What a contact network means
A bulk powder bed is not a uniform mass. It is a population of particles making and breaking contacts with each other all the time. Some contacts carry little load. Others carry much more. Under stress, certain paths begin to transmit force through the bed more strongly than others.
In practical terms, this means a powder does not respond as one smooth, averaged material. It responds through local chains and clusters of particle contacts. If those contact paths stabilize, the bed can begin to support itself. If they collapse, the powder may rearrange and flow.
That is why bulk powder behavior can change so sharply between one condition and the next. A small change in consolidation, vibration, moisture, or refill state can alter the contact network enough to produce a very different outcome.
Why particle size alone falls short
Two powders can look similar on paper and still behave very differently in the plant.
They may share a comparable particle size distribution. Yet one discharges cleanly, while the other forms stable arches. One feeder runs smoothly, while the other drifts after a refill. One powder restarts after a weekend shutdown, while the other feels dead and resistant.
The difference often sits in the contact network.
Particle shape, surface roughness, fines distribution, moisture sensitivity, and electrostatic tendency all influence how particles touch and how strongly they resist rearrangement. Those features affect the number of contacts, the quality of those contacts, and the way stress is transmitted through the bed.
So yes, particle size matters. It simply does not act alone.
How contact networks become process problems
Consolidation changes the structure
When powder sits under load, the contact network tends to tighten. Weakly supported regions can densify. More contacts form, and existing contacts can strengthen. In cohesive systems, this creates a structure that resists movement more strongly than it did during filling.
This helps explain why a hopper that worked on Friday can bridge on Monday morning. The powder did not become a different material. Its internal structure evolved while it sat under stress.
Vibration and transfer can rebuild the bed
Contact networks are not only shaped by storage. They are also affected by conveying, handling, refill events, and equipment vibration. Some of these actions loosen the bed. Others densify it. Some create local rearrangement, while others trap air or drive deaeration.
As a result, the same powder can enter a feeder or hopper in different structural states depending on how it was handled just before use.
That is one reason process history matters so much in bulk powder behavior. The powder carries a memory of what happened to it.
Where this may show up in plants
Hopper discharge
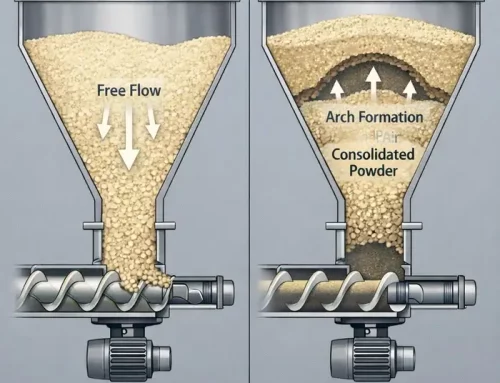
Arching and rat holing are not simply “bad flowability” problems. In many cases, they are structural problems. A stable contact network forms in the wrong place, under the wrong stress pattern, and the bed begins to support itself instead of flowing.
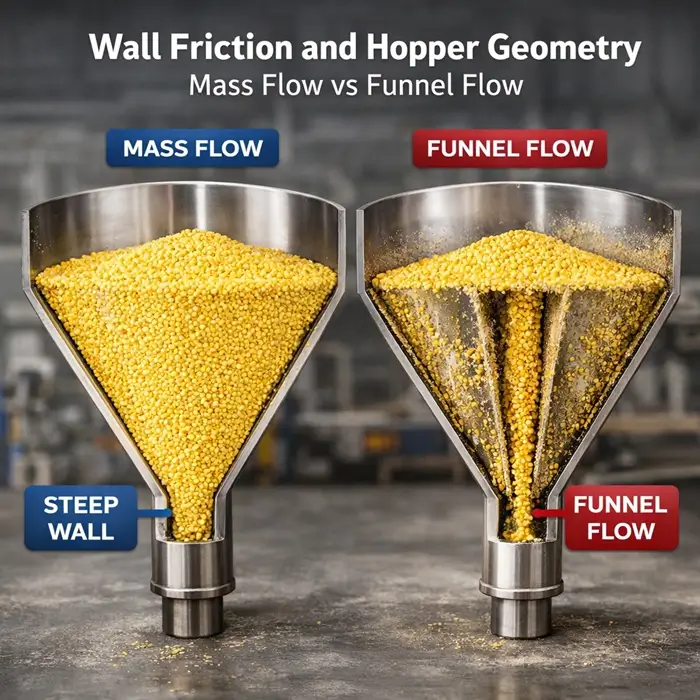
This is why one hopper geometry fails while another works with the same product. The vessel shape, outlet size, wall friction, and stress field all influence the contact network that develops during discharge.
Feeding after refill
Refill events can dramatically disturb the powder bed. Bulk density shifts, trapped air changes, and local compaction can all reshape the contact structure above the screw or dosing zone. The feeder then sees a different material state, even though the formulation itself has not changed.
That is why refill drift is often a powder mechanics issue as much as a controls issue.
Restart after shutdown
A short shutdown can give a powder enough time to consolidate and lock in a stronger internal structure. Once restarted, the powder may show lower discharge consistency, higher resistance to flow, or unstable feed behavior.
Again, the issue is not just the chemistry or size distribution. It is the restructured contact network.
What to measure when you suspect a contact network issue
If you think contact structure is driving the problem, basic particle sizing alone will rarely be enough.
A stronger diagnostic path includes:
-
shear behavior under relevant consolidation states
-
bulk density in loose and stressed conditions
-
permeability or deaeration behavior where air effects are suspected
-
wall friction where hopper or silo interaction matters
-
moisture sensitivity and fines effects where contact strength may shift quickly
The point is to test the powder in a condition that resembles the failure. If the plant problem happens after storage, test after consolidation. If it happens after refill, examine the disturbed and rebuilt bed state. If it happens during hopper discharge, focus on stress response and wall interaction.
That is where the useful insight begins.
The practical takeaway
Bulk powder behavior depends on more than average particle properties; it depends on the structure. More specifically, it depends on how particles connect, how those contacts change under stress, and how the resulting network transmits force through the bed. That is why similar powders can behave differently. It is also why plant failures often appear inconsistent when the real mechanism is structural and condition-dependent.
Once you start looking at powders as evolving contact networks rather than static materials, many difficult handling problems become easier to interpret. The question shifts from “what is the particle size?” to “what kind of structure did this powder build under these conditions?”
That is usually the better question.






{kind=link}
{kind=link}
{kind=link}