
Table of contents

Introduction
A hopper blockage often starts with a labeling error. Someone calls the powder free-flowing because it pours well, empties a test funnel, or gives a respectable angle of repose. Then the same material sits in a real hopper, consolidates under its own weight, and suddenly forms a stable arch above the outlet. That is not a contradiction. It is a stress-state problem.
Common flow tests such as angle of repose, compressibility index, Hausner ratio, and simple flow-through-an-orifice methods are useful for comparison and screening. However, they do not tell you what the powder will do after storage at rest under load. That is exactly why pharmacopeial flow chapters and shear-test standards sit side by side in practice. They answer different questions.
Why the “free-flowing” label may fail in real a hopper
Most routine flowability tests look at a powder in a loose and lightly stressed condition. That can be useful for incoming QC, formulation comparison, or a quick ranking exercise. It does not tell you what the powder will do at the bottom of a full hopper after hours or days of consolidation.
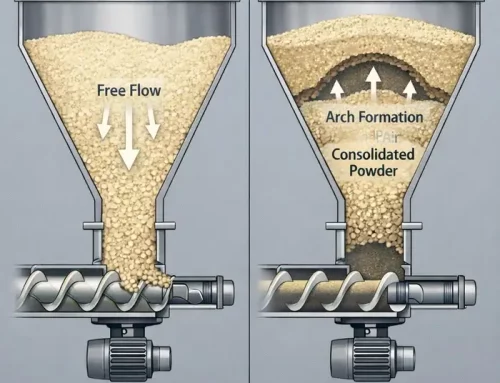
At the outlet, the material has experienced compressive loading, particle rearrangement, and often some degree of time-dependent strengthening. A powder that behaves well while pouring can therefore gain enough bulk strength at rest to support itself across the opening. That is the heart of hopper arching.
What actually creates a stable arch
An arch forms when the powder mass develops more strength than the outlet stresses can break. Consolidation pushes particles into closer and more persistent contact. As a result, cohesive effects become more important. Depending on the material, those effects may come from van der Waals attraction, moisture-related liquid bridging, surface roughness, shape-driven interlocking, or electrostatic interactions.
Time at rest can make the problem worse because the powder structure settles into a stronger, more stable state. That is why some hoppers discharge after filling but fail after a weekend shutdown. The failure is therefore best understood as a stability problem in a consolidated bed, not as a simple loss of loose-state flowability.
The test that tells you what the hopper will do
If the goal is diagnosis, the most useful data usually comes from shear testing. ASTM D6128 covers the measurement of cohesive strength during continuous flow and after storage at rest using the Jenike shear tester. Related shear-cell guidance also links shear data, unconfined yield strength, wall friction, and bulk density to hopper evaluation and design.
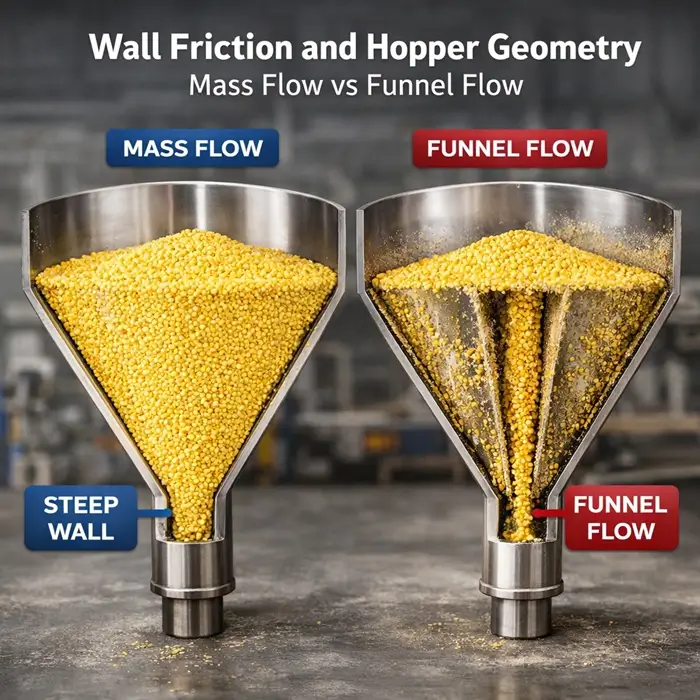
In practice, the result you care about is the flow function. That curve shows how the powder’s unconfined yield strength changes with consolidating stress. Once you have that relationship, you can estimate whether the powder can form a stable arch at the real outlet. The same testing family also provides wall friction data, which matters because wall friction helps determine whether the hopper runs in mass flow or funnel flow. That changes the stress distribution and the risk of stagnant zones near the outlet.
Check out the Jenike & Johanson article – Designing End-to-End Bulk Material Storage and Feeding Systems – from Hoppers and Silos.
The practical decision rule
For arching, the engineering question is direct. Is the outlet larger than the critical arching requirement for this powder under the relevant consolidation state? If the answer is no, the blockage is predictable.
That is why a hopper can fail even when operators insist the material has always seemed free-flowing. The problem was never the label. The problem was that the wrong property was used for the design. If the hopper also runs in funnel flow, the risk rises further because stagnant regions and uneven residence times make time consolidation more likely.
Fix the mismatch, not the symptom(s)
Change the outlet and flow pattern first
The cleanest fix is often geometric. Increase the outlet so it exceeds the critical arching requirement. If that is not possible, review whether the hopper can be redesigned to promote mass flow with the right wall angle and wall surface. That reduces stagnant regions and lowers the chance that a consolidated shell forms above the discharge zone.
In many cases, engineers spend too long tuning add-ons while the real issue is that the outlet and hopper geometry were never compatible with the powder’s measured strength.
Treat flow aids as engineering tools, not magic as cures
Vibration, air cannons, flexible walls, and mechanical activators can help, but only after you understand the failure mode. An arch formed by cohesive strength differs from a rathole stabilized by flow pattern and residence effects. The wrong aid may only make the operation less predictable or exacerbate the problem.
Use these tools after diagnosis, not as a substitute for it. The first question should always be: what strength state is the powder reaching at the outlet, and why?
Modify the powder only if the process allows it
Formulation and conditioning routes can reduce risk, but they need validation. Depending on the system, you may improve flow by adjusting particle size distribution, reducing fines, controlling moisture, granulating, or applying a suitable glidant or dry-coating approach. These methods can lower interparticle interactions, but their success depends on the material, the dose, dispersion quality, and the downstream process.
What to check before blaming the powder
Before you conclude that the material itself is the problem, check the full handling context. Look at outlet size, hopper half-angle, wall finish, fill level, residence time, shutdown duration, humidity exposure, and feeder extraction pattern. Also, check whether the blockage appears only after storage, only at higher fill loads, or only in one vessel.
Those clues matter. A powder problem that appears only after time at rest usually points to consolidation history. A failure that appears only in one hopper often points to geometry, wall condition, or flow pattern differences rather than mysterious batch variation.
Conclusion
Free-flowing is a useful shop-floor label; it is, however, not a hopper design parameter. Hopper arching is governed by the strength a powder develops after consolidation and storage, not by how nicely it pours in a simple test. Once you measure the flow function, compare the critical arching requirement to the real outlet, and account for wall friction and residence effects, the diagnosis becomes far more defensible.
That is how you move from trial-and-error solids handling to actual engineering control, optimizing processes.






{kind=link}
{kind=link}
{kind=link}
{kind=link}