
")
In today’s competitive market, improving manufacturing efficiency and product quality is critical. The global demand for innovation and high-quality products is increasing rapidly. To stay competitive, companies invest millions in facility upgrades and equipment to boost production, meet safety regulations, and cut costs. Facility stoppages, however, remain a costly problem, with studies showing that 80% of production facilities experience downtime annually. On average, facilities face around 15 hours of equipment stoppage weekly. Given current economic challenges, minimizing downtime is essential to protect productivity and reduce losses.
Common Causes of Facility Stoppage
Despite significant investments, facility stoppage persists across the industry. Many variables influence powder flow and can cause temporary shutdowns. Factors like particle shape, size, porosity, and cohesiveness play a major role, while system failures and equipment setups directly impact facility operations. Addressing these challenges through effective design and operations can minimize stoppages. Stoppages not only disrupt production but also lead to additional costs in repairs, equipment wear, and employee downtime.
Facility Design for Efficient Powder Processing
When designing a new manufacturing facility, it’s vital to plan for efficient processing. Consider every step: how powders are delivered, stored, moved, and processed from stage to stage. Design plans should prioritize a logical, efficient flow for bulk materials.
For instance, think about how powdered ingredients will blend, dry, and package. Determine where quality control will take place, the type of machinery needed, and its ease of maintenance. Overlooking these elements in the design phase often leads to operational inefficiencies. Taking the time to plan can prevent costly issues once processing begins.
Powder-Related Stoppages
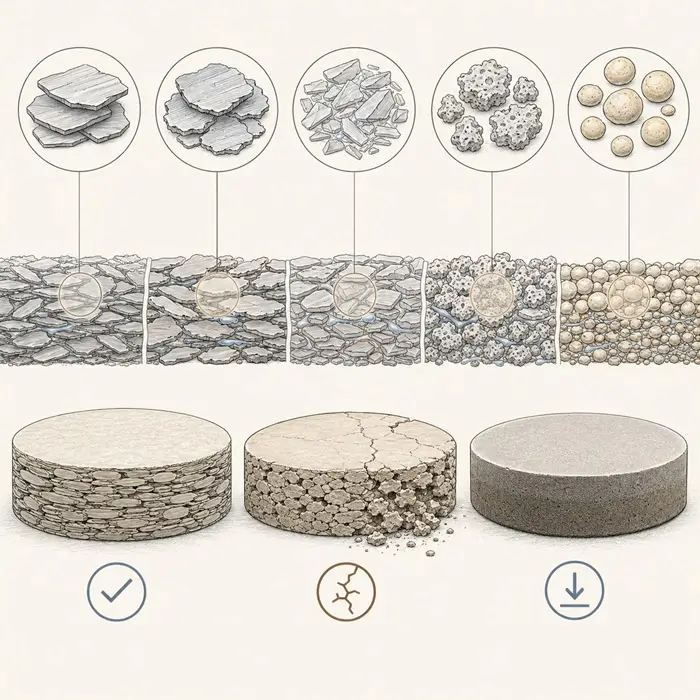
Powder processing poses unique challenges, as several factors can lead to stoppages. Dust in open facilities, for example, creates fire hazards, contamination risks, and waste, requiring regular cleanup and labor. Spray drying, essential for powder formulations, can cause issues if spray nozzles clog or malfunction. These disruptions impact the quality and consistency of the final product.
Another issue is powder flow, where particles may compact due to mass, causing problems like rat holing. This affects flow in silos, bins, and hoppers. Segregation, where smaller particles settle while larger ones rise, also impacts uniformity. Addressing these issues requires both facility design and careful handling.
Mechanical Causes of Facility Stoppage
Mechanical breakdowns are a major source of facility stoppage. Production equipment is complex, with many moving parts that require regular maintenance. Failing to service equipment can result in costly repairs and unplanned downtime. Equipment issues range from severe breakdowns to minor malfunctions due to mismanagement, inadequate maintenance, or the need for tooling adjustments.
Regular servicing, equipment setup, and inspections are crucial. Planning these activities minimizes downtime, improves productivity, and extends equipment life. Unmaintained equipment often struggles to meet design speeds, leading to slower production and potential damage from operators attempting to clear blockages.
The Costs of Powder-Related Stoppages
Powder-related stoppages come with significant costs. Clearing blockages and repairing equipment take time, incur labor costs, and may damage both product and machinery. Operators sometimes use mallets or rods to free materials from hoppers, bins, or valves, but this can harm the equipment or contaminate the product. Planning regular maintenance, using proper handling techniques, and ensuring equipment readiness help reduce these costly disruptions.
Conclusion: Reducing Stoppage with Smart Design and Maintenance
Handling and processing powders bring various technical challenges, each affecting equipment choice and maintenance needs. Smart facility design, well-maintained equipment, and a deep understanding of powder behavior contribute to smoother operations with less stoppage. Overall Equipment Effectiveness (OEE) provides a valuable metric for assessing productivity, equipment performance, and quality in any industry. Improving OEE can enhance production speed, product quality, and reduce downtime, helping facilities optimize operations and stay competitive.




{kind=link}
{kind=link}
{kind=link}
{kind=link}