
Table of Contents

In this article, we will cover the basics of Silo Design and Powder Flow. In industrial settings that handle various powders, managing storage and powder flow poses challenges. Issues like segregation, funnel flow (core flow), mechanical and cohesive arching (bridging), and stagnant zones often arise. To ensure smooth operations, understanding the root causes of these problems is essential. Grasping basic concepts helps address obstacles that hinder particle and powder flow effectively.
Silo Design and Powder Flow: Addressing Silo Blockage
When powder is stored in a silo or hopper, it naturally tends to flow downward. However, its cohesive strength significantly influences this flow. Therefore, understanding your powder’s properties is crucial to designing an effective silo.
In a silo, hopper, or bin, powder endures varying pressure levels as the upper layers consolidate the material below. Unlike liquids, these pressures behave differently in powders. In the conical section, powder acts much like a Roman brick archway, where the arch supports the mass above it. Under this pressure, some powders compact and become cohesive. When powders develop higher cohesion, the arch strengthens, reducing the pressure near the outlet. This situation greatly hinders smooth powder discharge, posing a significant challenge in powder handling.
Arching (Bridging)
Arching, or bridging, occurs when cohesive powder accumulates in a hopper or silo without a steep enough cone wall or a sufficiently large outlet. The pressure acting on the powder affects flow; if it’s inadequate, the powder won’t flow smoothly. To maintain optimal flow, the powder requires constant pressure high enough to keep it moving. This pressure depends on the outlet’s shape and diameter and how easily the powder can use the outlet’s sides for support. When these factors aren’t balanced, the powder consolidates and forms arches, blocking the flow.
Ratholes (Piping)
Rathole formation is another common issue in silos and hoppers. It occurs when powder flow is restricted to a narrow channel along the centerline, creating a flow path only in the hopper’s center. Meanwhile, the remaining material compacts against the silo walls, forming non-flowing areas known as “dead zones” or “stagnant zones.” These zones can cause powder to discharge in sudden avalanches, with chunks potentially clogging the outlet. In some cases, the material remains undischarged, which is especially problematic for products with limited shelf life. Managing rathole formation is essential to ensure a consistent, reliable flow and prevent operational delays.
Segregation: The Opposite of Mixing
Segregation, a process that encourages solids to separate, can occur at any stage of an industrial process. When filling a hopper, the material usually forms a heap. As dosing continues, particles roll down from this heap, with larger particles rolling farther than finer ones. This movement creates a higher density of small particles at the center of the silo and a higher density of larger particles near the outer wall.
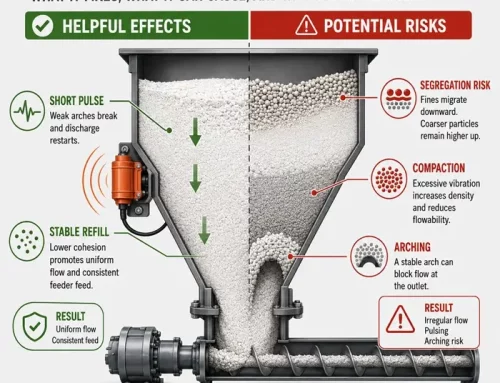
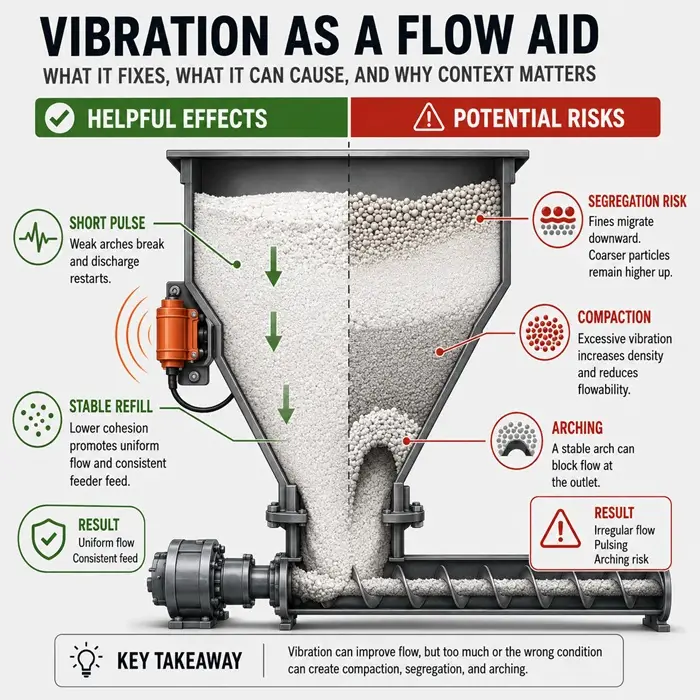
In industrial processes with poorly flowing materials, excessive vibrations are often used to encourage flow. However, these vibrations can intensify segregation, causing large and small particles to separate further and form distinct density bands throughout the silo. Some bands may solidify more than others, potentially blocking the outlet or causing irregular flow during unloading.
Segregation leads to a non-uniform mixture, resulting in inconsistent dosing—especially problematic in sectors like food, feed, and pharmaceuticals. This issue becomes even more pronounced when the silo discharges through funnel flow, which further exacerbates particle separation. Managing segregation is crucial to maintain a consistent, reliable mixture for precise dosing and product quality.
Key Silo Silo Design and Powder Flow optimization
The goal in silo design is to determine the optimal cone hopper half-angle and outlet diameter. These elements are essential to apply adequate pressure on the powder, which should be high enough to break potential arches, ensuring a smooth, natural flow. This type of flow—known as mass flow—follows the first-in, first-out principle, promoting consistency and efficiency.
When designing a silo, several key parameters require careful consideration:
Key Silo Design Parameters
- Discharge Diameter: Prevents issues like arching and ratholing.
- Discharge Angle (Hopper Half-Angle): Sets the correct flow path.
- Silo Wall Material: Influences flow behavior based on friction and adhesion.
- Silo Volume: Determines storage capacity and influences flow rate.
- Discharge Rate: Controls the speed of material release.
- Environmental Conditions: Factors such as temperature and relative humidity impact flow.
- Process Conditions: Cooling or heating of products in the silo affects flow dynamics.
In the second part of this article, we’ll delve deeper into calculating these key design parameters. We’ll also explore other powder (non)flow and storage phenomena, sharing insights from our own studies on the effects of humidity and temperature on powder flow and moisture transport in consolidated materials.






{kind=link}
{kind=link}
{kind=link}
{kind=link}